
Bombas de vacío
Tecnología y aplicación
La tecnología del vacío se refiere a cualquier proceso que funcione en condiciones de gas significativamente inferiores a la presión atmosférica, es decir, por debajo del umbral de -700 mbar (presión negativa), equivalente a un valor de 300 mbar absolutos. En AERZEN, llevamos desde la década de 1940 proporcionando tecnología de vacío personalizada y soluciones de fabricación a empresas de todo el mundo. Ofrecemos sistemas de vacío industriales, como bombas de vacío y soplantes de motor, que son cruciales para la creación, el mantenimiento y la medición de estados de vacío parcial y total. Nos comprometemos a ofrecer a nuestros clientes una tecnología de vacío rentable mediante bombas de vacío de alto rendimiento que combinan potencia, durabilidad y modularidad para múltiples aplicaciones.
Tipos de tecnología de vacío y sus aplicaciones industriales
Existen varios tipos de sistemas de bombas de vacío y soplantes, y elegir el equipo adecuado es increíblemente importante para poder construir, mantener y mejorar sus sistemas de vacío industriales. Este tipo de tecnologías son específicas de cada industria; por ejemplo, las bombas de vacío soplantes para la industria siderúrgica pueden no ser adecuadas en el espacio aeronáutico. El vacío existe en cinco rangos de presión, medidos en mbar o Torr (equivalentes a milímetros de mercurio o mmHg):
- Áspero/Bajo:1000 - 1 mbar/760 - 0.75 Torr
- Fino/Medio: 1 - 10-3 mbar/0.75 - 7.5-3 Torr
- Alto vacío: 10-3 - 10-7 mbar/7.5-3 - 7.5-7 Torr
- Vacío ultraalto: 10-7 - 10-11 mbar/7.5-7 to 7.5-11 Torr
- Torr Vacío extremadamente alto: < 10-11 mbar /< 7.5-11 Torr
Various kinds of systems used in industry operate within these five vacuum ranges. At AERZEN, we offer custom-made vacuum equipment designed to meet the rigors of a wide range of industrial processes for customers all over the world. Our vacuum pump components are designed to produce, maintain, and measure a full or partial vacuum state to ensure optimal operational efficiency.


Soplante de vacío
Soplante de alto vacío - Serie HV
- Tipo de construcción
- Soplantes de desplazamiento positivo
- Vacío
- 10^-3 a 200 mbar
- Caudal volumétrico
- 180 a 97,000 m3/h
- Medio
- Aire, Gases neutros, Gases Agresivos

Soplante de vacío
Soplante con motor en lata - Serie HM
- Tipo de construcción
- Soplantes de desplazamiento positivo
- Vacío
- 10^-5 a 0 mbar
- Caudal volumétrico
- 406 a 15,570 m3/h
- Medio
- Aire, Gases neutros, Gases Agresivos

Vacío con refrigeración de preadmisión
- Tipo de construcción
- Soplantes de desplazamiento positivo
- Vacío
- 10 a 300 mbar
- Caudal volumétrico
- 250 a 61,000 m3/h
- Medio
- Aire, Gases neutros, Gases Agresivos
La presión del aire desempeña un papel esencial en innumerables procesos de producción, tecnología y otros sectores. En las industrias metalúrgica, química y alimentaria, así como en el sector farmacéutico, la necesidad de controlar con fiabilidad la presión necesaria es alta. La tecnología de vacío es cada vez más importante, lo que hace que numerosos procesos sean inimaginables o incluso tengan por resultado una calidad insatisfactoria. Se produce vacío cuando la presión atmosférica cae por debajo del umbral de los -700 mbar, lo que se corresponde con un valor de 300 mbar absolutos. Por otro lado, se habla de presión negativa cuando se excede este valor.
En la industria, no todos los vacíos son iguales. El rango por debajo de 300 mbar se puede desglosar todavía más comenzando con el vacío medio y alto, y avanzando hasta llegar hasta el vacío ultraelevado óptimo. Un vacío perfecto debería poder alcanzar una presión absoluta de 0,0000 mbar. El término agregado «absoluto» se refiere al vacío perfecto y se usa en las tecnologías de vacío como la norma. Sin las denominadas unidades de bomba de vacío no sería posible llegar a este rango. Las soplantes de vacío de AERZEN se consideran de las más fiables en el campo desde 1940.
Al comparar las bombas de vacío con los compresores, la diferencia principal está en los resultados del producto. La generación de presión de vacío, o un exceso de presión, se logra físicamente con métodos similares. Si bien un compresor comprime el aire exterior en un tanque de presión, la soplante libera los gases en el exterior, evacuando de este modo el gas de cualquier sala estanca. Las soplantes de vacío no solo se limitan a trabajos industriales relacionados con el aire, sino que también se pueden usar con todos los gases posibles. También es importante tener en cuenta que no todas las soplantes de vacío son adecuadas para numerosas aplicaciones y procesos. En función de las diferentes propiedades de los gases y del tamaño de sus moléculas, la tecnología se debe sincronizar con el trabajo en cuestión.
Además, tener en cuenta las condiciones ambientales es también un factor importante en el que se debe usar una soplante de vacío. Las complejas exigencias de la producción prevalecen sobre todo en las industrias química, farmacéutica y alimentaria. También hay gases que resultan agresivos para los equipos o incluso implican riesgos de salud en aplicaciones industriales. Otros son peligrosos. Por este motivo, es esencial no descuidar nunca la separación correcta de los gases evacuados y su correcta eliminación.
En función de la fuerza del vacío deseado, AERZEN ofrece una variedad de componentes que pueden alcanzar y mantener los valores deseados con precisión. AERZEN dispone de una amplia gama de equipos que ofrecen la solución adecuada para todas las necesidades.
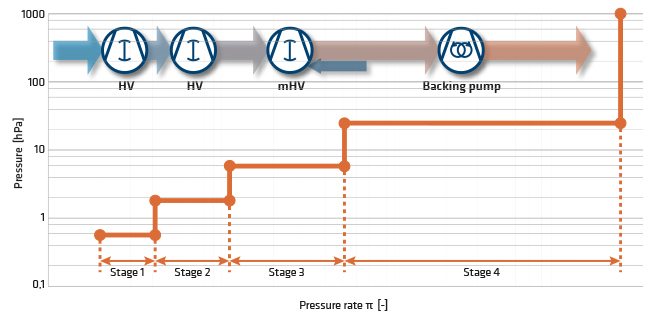
Cumplir los parámetros deseados para cada necesidad en la tecnología de vacío y alto vacío es muy importante. También es importante detectar estas circunstancias de antemano para poder utilizar el equipo correcto. Por ejemplo, los parámetros necesarios en la industria siderúrgica varían enormemente de la aplicación de soplantes de vacío en otros lugares. En función de las exigencias, las denominadas estaciones de bombeo funcionan utilizando diversos niveles y, por lo general, se utilizan más de dos niveles. Sin dichas estaciones de bombeo, la producción económica de vacío bajo, medio y alto no tendría sentido; es más, no sería posible. La interacción entre prebombas y soplantes rotativas es una indicación del uso de estaciones de bombeo de dos niveles. Si bien la presión negativa se puede alcanzar entre 500 mbar y 300 mbar absolutos en un nivel, está muy por debajo del umbral necesario para vacíos y es preciso combinar prebombas y soplantes rotativas de vacío. En este caso, la prebomba ya reduce la presión durante la primera fase en el tanque o sala correspondientes. Seguidamente se puede encender la soplante rotativa y, en combinación con la prebomba, puede producir el vacío final deseado o el caudal volumétrico necesario para la aplicación en cuestión. Para planificar correctamente la unidad de vacío, el operador debe especificar al fabricante los parámetros necesarios. Ello incluye la superficie de la fábrica que se tendrá que evacuar, o más exactamente el vacío máximo necesario (o caudal volumétrico), así como el tiempo máximo permitido para expulsar los gases y conseguir una difusión adecuada. Cuando se habla del vacío máximo necesario también es importante mencionar el punto de operación. En función de la demanda, la prebomba adecuada se puede combinar con la soplante de vacío correcta.
La mayoría de los sistemas de prebomba se seleccionan para las áreas de aplicación deseadas de manera específica. Por lo tanto, hay disponibles bombas de anillo hidráulico, bombas rotativas a paletas lubricadas o bombas de uña ajustables y, con ellas, los gases neutros se pueden manejar muy bien. La aplicación de bombas de vacío de tornillo tiene sentido cuando las exigencias de evacuación son muy altas. De forma similar a los compresores de tornillo, una bomba de vacío de tornillo funciona de manera muy uniforme y precisa. Conseguir una eficiencia energética alta, un nivel de ruido bajo y poco desgaste en la producción de vacío mediante bombas de vacío de tornillo es realmente costoso.
Independientemente de la solución AERZEN que elija para sus necesidades de producción de vacío, todos los componentes de las prebombas y las soplantes de vacío se coordinan a la perfección tanto térmica como enérgicamente. Por lo tanto, se garantiza un sistema de bomba más fiable y duradero mientras nos centramos en la eficiencia energética. Las soplantes de motor encapsulado de AERZEN se aconsejan para las más altas exigencias en la tecnología de vacío industrial. Son las más adecuadas para el funcionamiento a largo plazo y tienen un tiempo de expulsión corto. Además de su capacidad cúbica compacta, gracias a la que resultan ideales en combinación con soplantes extra, están disponibles en diversos modelos para diferentes áreas de aplicación. AERZEN ofrece el tipo de construcción CM para gases agresivos y HM para gases neutros.
AERZEN integra y coordina sus productos para satisfacer las necesidades concretas de sus clientes y ofrecerles soluciones a medida. Con toda una variedad de diferentes usos posibles y altas exigencias, no se puede coger simplemente una solución «lista para usar». Es una realidad que una estación de bombeo se debe diseñar y planificar siempre para cada caso concreto. Esta es la única forma de que los componentes específicos disponibles para los parámetros de rendimiento deseados para las prebombas y las soplantes de vacío rotativas se coordinen a la perfección. El asesoramiento profesional y competente de AERZEN es parte integral de la oferta total. Para garantizar que se cumplen los parámetros precisos del producto final, AERZEN lleva a cabo exhaustivas pruebas de software, por lo que no solo se resalta la producción real del vacío, sino también la durabilidad a largo plazo y los valores energéticos. De este modo, se pueden evitar rangos críticos de presión térmica que podrían ocasionar problemas al funcionar de manera continua.
Sobre todo con un funcionamiento a largo plazo, no solo es importante cumplir los parámetros deseados para el vacío producido, sino también tener en cuenta la eficiencia energética. Por razones de protección ambiental, las bombas de vacío también están equipadas con tecnología muy eficiente. En general, el consumo de energía tiene especial importancia en sectores industriales con altos costes de energía, como las plantas siderúrgicas, unos auténticos devoradores de energía. Es más, la definición de los componentes de reducción de costes y alto rendimiento con la concepción de la estaciones de bombeo es sumamente crítica. Todos los componentes de vacío de AERZEN, además de estar fabricados con la más alta precisión, también cumplen las normas más importantes sobre optimización energética a la hora de instalar sistemas. Si se cumplen estos valores, se garantiza una operación continua sin problemas, sin sobrecargar el medioambiente ni rebasar el presupuesto.
