
Industria de cemento y cal
Soplantes y compresores diseñados para ofrecer mejores soluciones en aplicaciones cementeras
En función de las operaciones de su planta de cemento, los especialistas de AERZEN pueden confeccionar un equipo a medida que le ofrezca las soluciones que necesita para dar respuesta a cualquier reto al que se enfrente su sistema. Entendemos lo crucial que es la seguridad de las aplicaciones de cemento y lo difícil que resulta mantenerla. Afortunadamente, nuestros ingenieros fabrican nuestros sistemas de soplantes, compresores de tornillo, soplantes de tornillo y compresores de émbolos rotativos con los más altos estándares posibles. Esto nos permite garantizar a todos nuestros clientes un funcionamiento seguro y fiable que no se verá limitado, ni siquiera en la naturaleza altamente exigente de las aplicaciones cementeras.
Características específicas para la industria cementera
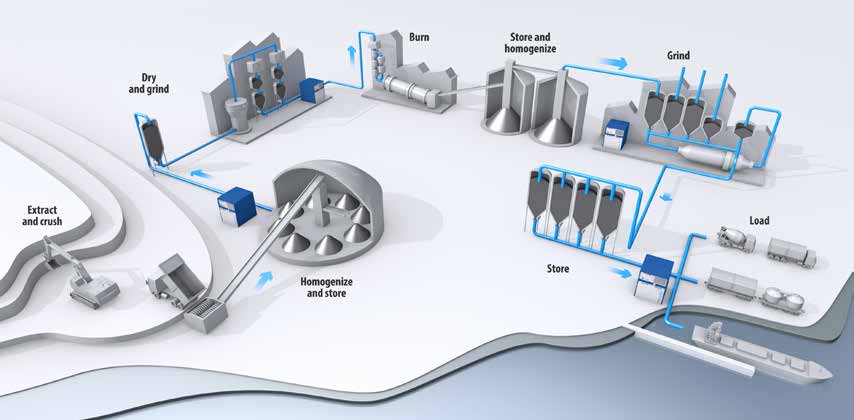
Hay dos formas de fabricar cemento. El método seco es el más común y popular para la fabricación de cemento. Aquí, materias primas como la creta, la caliza, la arena de sílice, la arcilla y la pizarra se someten a varias etapas de trituración hasta que alcanzan un diámetro de tres pulgadas o menos. A continuación, se mezclan otros ingredientes, como el mineral de hierro, con la roca triturada, y la mezcla se introduce en un horno de cemento que, ligeramente inclinado sobre un eje, los calienta a una temperatura extremadamente alta. A medida que la mezcla desciende desde el extremo superior del horno al inferior, el calor quema ciertos materiales en forma de gases. Los elementos que quedan se funden y forman un material llamado clínker. La escoria sale del horno, se enfría y se muele hasta convertirse en un polvo extremadamente fino que se puede cargar en camiones y transportar a los proveedores de hormigón. El método húmedo es similar al primero, con la única diferencia de que la piedra caliza y otras materias primas se mezclan con agua antes de introducirlas en el horno y todo el proceso consume más energía que el seco.
Información y documentación

Catálogo de productos

AERZEN - Cement Solutions

Soluciones a medida para la industria cementera

Accesorios

Soplante de tornillo
Delta Hybrid de accionamiento directo
- Tipo de construcción
- Soplantes de tornillo
- Presión diferencial (Δp)
- 300 a 1,250 mbar
- Caudal volumétrico
- 100 a 4,800 m3/h
- Medio
- Aire

Soplante de desplazamiento positivo
Soplante Delta Generación 5
- Tipo de construcción
- Soplantes de desplazamiento positivo
- Presión diferencial (Δp)
- -500 a 1,000 mbar
- Caudal volumétrico
- 30 a 15,000 m3/h
- Medio
- Aire, Gases neutros

Soplante de tornillo
Delta Hybrid
- Tipo de construcción
- Soplantes de tornillo
- Presión diferencial (Δp)
- 300 a 1,500 mbar
- Caudal volumétrico
- 100 a 9,000 m3/h
- Medio
- Aire

Turbosoplantes
Turbo G5plusde AERZEN & G6
- Tipo de construcción
- Turbosoplantes
- Presión diferencial (Δp)
- 200 a 1,000 mbar
- Caudal volumétrico
- 360 a 9,400 m3/h
- Medio
- Aire

Turbosoplante
Turbo Generation 5 de AERZEN
- Tipo de construcción
- Turbosoplantes
- Presión diferencial (Δp)
- 600 a 1,000 mbar
- Caudal volumétrico
- 3,000 a 18,000 m3/h
- Medio
- Aire

Compresor de tornillo
Delta Screw Generation 5plus con transmisión por correa
- Tipo de construcción
- Compresores de tornillo
- Presión diferencial (Δp)
- -850 a 3,500 mbar
- Caudal volumétrico
- 120 a 2,650 m3/h
- Medio
- Aire, Gases neutros, Gas residual y Biogás, Gases de procesos, Gases Agresivos

Compresor de tornillo
Compresor de tornillo Delta E con accionamiento directo
- Tipo de construcción
- Compresores de tornillo
- Presión diferencial (Δp)
- -850 a 3,500 mbar
- Caudal volumétrico
- 350 a 15,000 m3/h
- Medio
- Aire, Gases neutros, Gases Agresivos

Etapas de soplante de desplazamiento positivo
Serie GM
- Tipo de construcción
- Soplantes de desplazamiento positivo
- Presión diferencial (Δp)
- -500 a 1,000 mbar
- Caudal volumétrico
- 30 a 65,000 m3/h
- Medio
- Aire, Gases neutros

Soplantes para vehículos de transporte de materiales a granel
- Tipo de construcción
- Soplantes de desplazamiento positivo
- Presión diferencial (Δp)
- -500 a 1,200 mbar
- Caudal volumétrico
- 1,500 a 3,200 m3/h
- Medio
- Aire

Vacío con refrigeración de preadmisión
- Tipo de construcción
- Soplantes de desplazamiento positivo
- Vacío
- 10 a 300 mbar
- Caudal volumétrico
- 250 a 61,000 m3/h
- Medio
- Aire, Gases neutros, Gases Agresivos
