
Tecnología de gases de proceso
Procesos personalizados y fiables
Cuando los gases se comprimen en procesos altamente críticos, existen pocas tolerancias. Las soluciones de gases de proceso deben cumplir requisitos muy específicos. así como estrictas leyes y normas, pero, sobre todo, deben garantizar una cosa: un proceso de producción económico y fiable sin interrupciones en todas las condiciones, En todas las aplicaciones, industrias y países del mundo. AERZEN ofrece a las industrias de gases de proceso una gama de tecnologías de soplantes y compresores increíblemente amplia, quizás la más extensa de todas. Las máquinas funcionan en las principales aplicaciones industriales de manera autónoma, en máquinas o contenedores, en tierra y en mar abierto.
Información y documentación

Soluciones personalizadas y fiables para gases de proceso

Soluciones seguras y eficaces para la industria de la refrigeración

Compresión de hidrógeno con compresores de tornillo

Catálogo de productos
Soplante para gases de proceso
Serie GR
- Tipo de construcción
- Soplantes de desplazamiento positivo
- Presión diferencial (Δp)
- 150 a 1,500 mbar
- Caudal volumétrico
- 90 a 36,000 m3/h
- Medio
- Gases de procesos
Soplante para gases de proceso
Serie GQ
- Tipo de construcción
- Soplantes de desplazamiento positivo
- Presión diferencial (Δp)
- 150 a 1,500 mbar
- Caudal volumétrico
- 910 a 104,000 m3/h
- Medio
- Gases de procesos

Compresor de tornillo sin aceite
Serie VRA
- Tipo de construcción
- Compresores de tornillo
- Presión diferencial (Δp)
- 1,500 a 25,000 mbar
- Caudal volumétrico
- 380 a 75,000 m3/h
- Medio
- Gases de procesos, Gases Agresivos, Aire, Gases neutros

Compresor de tornillo con inyección de aceite
Serie VMY
- Tipo de construcción
- Compresores de tornillo
- Presión diferencial (Δp)
- 3,000 a 20,000 mbar
- Caudal volumétrico
- 190 a 23,000 m3/h
- Medio
- Gases de procesos
Compresor de tornillo con inyección de agua
Serie VRW
- Tipo de construcción
- Compresores de tornillo
- Presión diferencial (Δp)
- 3,000 a 9,000 mbar
- Caudal volumétrico
- 630 a 6,000 m3/h
- Medio
- Gas natural o gas ciudad

Propulsor de gas de baja presión
Serie GMD
- Tipo de construcción
- Soplantes de desplazamiento positivo
- Presión diferencial (Δp)
- 150 a 1,000 mbar
- Caudal volumétrico
- 30 a 11,000 m3/h
- Medio
- Gases de procesos

Propulsor de gas de alta presión
Serie GM-HP
- Tipo de construcción
- Soplantes de desplazamiento positivo
- Presión diferencial (Δp)
- 150 a 2,000 mbar
- Caudal volumétrico
- 50 a 38,000 m3/h
- Medio
- Gases de procesos
La empresa también lleva unos 60 años suministrando soplantes y compresores de tornillo para aplicaciones especiales en la industria del gas de proceso y la refrigeración. Desde entonces, AERZEN se ha convertido en uno de los proveedores más competentes de soluciones técnicas para aplicaciones de refrigeración y gases de proceso. Con «Supply Process Gas», que se reestructuró a finales de 2017, la empresa está marcando el rumbo para seguir creciendo y gestionando eficazmente los proyectos en la fabricación internacional de sistemas. El equipo está formado por expertos en construcción, sistemas de instrumentación y control, ventas, aplicaciones y gestión de proyectos. Los especialistas en gases de proceso trabajan principalmente en Estados Unidos, Alemania y Hungría y están estrechamente conectados: Esta red internacional de expertos se centra en los conocimientos especiales relacionados con la aplicación de soplantes de desplazamiento positivo y compresores de tornillo en la industria del gas de proceso y la refrigeración. Para la planificación y la ingeniería, el equipo dispone de las últimas herramientas informáticas, como Auto CAD, Engineering Base para diagramas de flujo y listas de materiales, o UNISYM para el cálculo de procesos. La visualización en 3D y las listas precisas de materiales proporcionan una alineación transparente con el cliente en cada fase de la planificación.
Esto nos permite desarrollar soluciones a medida para la más amplia gama de aplicaciones en estrecha colaboración con nuestros clientes. Ya hemos instalado unas 10 000 plantas en todo el mundo.
Suministro de gas de proceso - Análisis y apoyo a proyectos
Se ofrece asesoramiento individual antes de comprar o instalar una planta de gas de proceso. Para ello se realiza un análisis detallado de las condiciones iniciales del cliente y se crea un perfil de requisitos para la futura planta. Los datos que se deben recopilar incluyen la composición del gas que hay que comprimir o transportar, la presión de entrada y de descarga deseada, los volúmenes de transporte, las condiciones ambientales y el caudal de agua de refrigeración disponible: todos estos pasos se llevan a cabo en estrecha colaboración con el cliente.
Posteriormente, el equipo de gas de proceso acompaña al cliente en todas las fases del proyecto: desde la planificación a la gestión del proyecto, pasando por la lista detallada y la puesta en servicio, la certificación y la documentación. También forman parte de la cartera de AERZEN los complejos sistemas de control de unidades de paquetes, que se incorporan a los sistemas existentes de los clientes. Por lo general, se incluyen las conexiones redundantes y las validaciones de procesos. En función del tipo de aplicación y de los resultados del análisis de riesgos, los sistemas de control relacionados con la seguridad según el nivel de integridad de la seguridad (SIL) son un componente básico de la arquitectura del sistema.
Al cooperar con AERZEN, la experiencia única de un fabricante líder en el campo de la manipulación de aire comprimido y gases de proceso supone una ventaja crucial para el cliente, ya que la dilatada experiencia de la empresa confluye en todas las fases de asesoramiento y planificación.
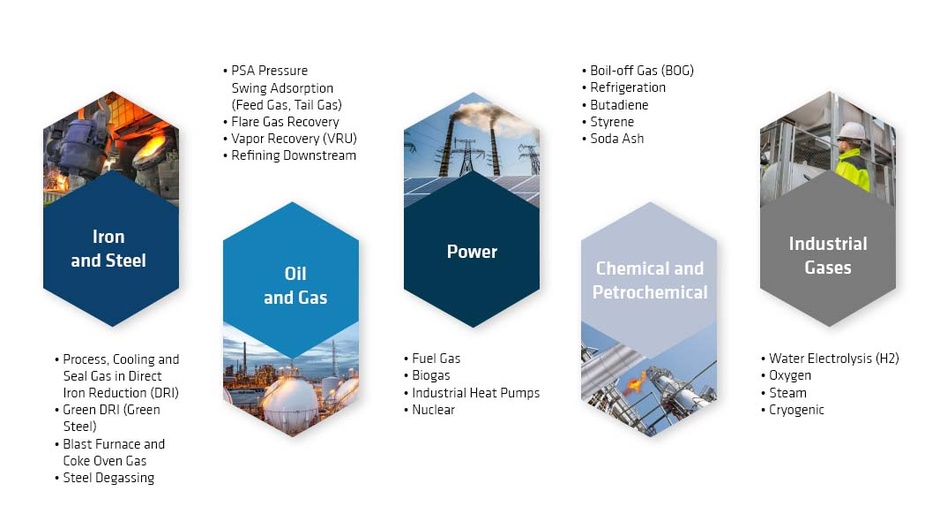
Aplicaciones en la industria del gas de proceso
Las aplicaciones en la industria de gases de proceso son muy variadas. La compresión o manipulación de aire y gases de proceso es necesaria en todos los sectores industriales clave, también en áreas críticas o exigentes. Por ejemplo, en la industria de procesos químicos, en la industria petroquímica, en refinerías, en la producción de energía, en el transporte de petróleo y gas, en la producción de gas industrial, en la industria de refrigeración, en tierra firme y en alta mar, en la refrigeración y licuefacción de helio, en fábricas de cerveza, en la industria alimentaria y farmacéutica o en coquerías.
Estándares y normas de seguridad
En las ramas nombradas, a menudo se trata de procesos altamente críticos, que requieren las máximas precauciones para la seguridad de los procesos: En la industria de procesos químicos o la industria petroquímica, a veces se utilizan gases altamente tóxicos y/o explosivos: gases mezclados de hidrógeno y metano, refrigerantes, acetileno, etileno, gas de horno de cal, gas rico, gas de horno, estireno, gas de síntesis, butadieno, cloruro de vinilo y sulfuro de hidrógeno, todos ellos necesitan ser manipulados o comprimidos. En los sectores farmacéutico y alimentario, además de la seguridad de los procesos, la atención se centra en la manipulación higiénica de los productos: la pureza del aire de proceso al 100 % es indispensable.
Los requisitos de seguridad, higiene y medioambiente de estos procesos son, en consecuencia, elevados. En función de la asignación en zonas peligrosas, las medidas de protección contra explosiones basadas en las normas IEC o EN son esenciales. Se basan en requisitos legales como las directrices ATEX, la directiva de la Unión Europea sobre equipos a presión (PED) o el Código Eléctrico Nacional (NEC) de Estados Unidos. La ingeniería, la construcción de sistemas y la documentación deben cumplir estrictamente estas directrices legales y, además, deben tener en cuenta las normativas de construcción locales y específicas del sector.
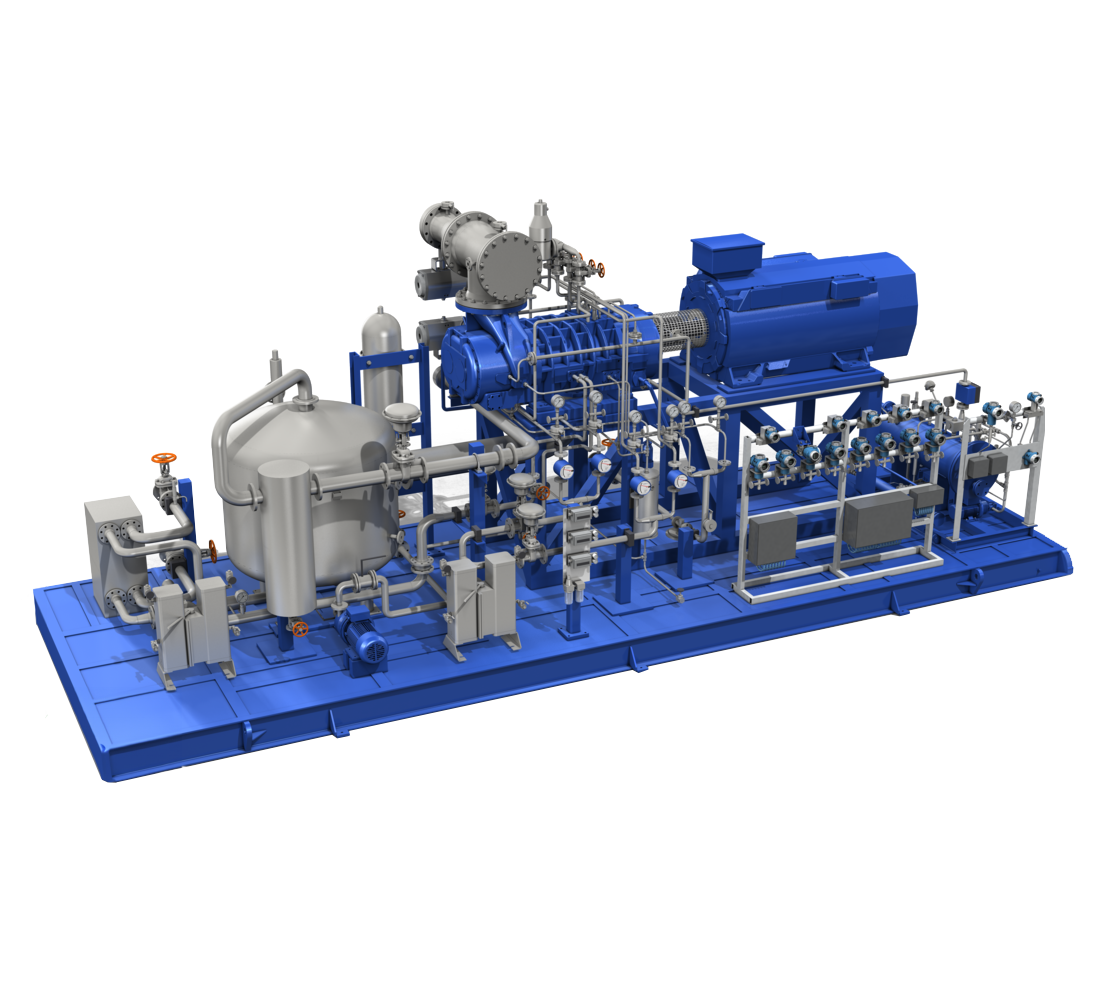
La serie de compresores VR es un sistema modular para la compresión en seco de gases de proceso. De todos los productos específicos para gases de proceso de AERZEN, estos equipos suelen tener la gama de aplicaciones más amplia posible. Comprimen y transportan prácticamente todos los gases de uso industrial, como amoníaco, argón, etileno, acetileno, butadieno, gas de cloruro de hidrógeno, gas natural, gas de antorcha, gas de horno, gas de mina, helio, gas de horno de cal, gas de horno de coque, monóxido de carbono, todos los hidrocarburos, metano, propano, propileno, gas de combustión, gas bruto, dióxido de azufre, óxido de nitrógeno, nitrógeno, gas estireno, cloruro de vinilo e hidrógeno. El único límite a la gama de aplicaciones en la compresión de gas de proceso procede de cada uno de los rangos de presión, temperatura y velocidad admisibles o del contenido de líquido en el medio de transporte.
Con una gama de velocidades de entre 2000 y 20 000 min-1, la serie alcanza un volumen de aspiración de hasta 120 000m3/h. Las máquinas estándar pueden trabajar mecánicamente con una presión diferencial de hasta 12 bares. Para casos de aplicación especiales, también se pueden fabricar máquinas con un límite de carga de hasta 25 bar. En una versión multinivel, pueden alcanzarse presiones finales de hasta 53 bares y vacíos de hasta -900 mbar.
Con estos elevados caudales de aspiración, altas presiones diferenciales y presiones de descarga extremas, la serie se distingue claramente de otros compresores.
Una característica de diseño especial hace que el compresor de gas de proceso VR sea ideal para su uso en los sectores químico, petroquímico, farmacéutico y alimentario: no hay contacto metálico en las cámaras de los rotores, ni entre los dos rotores ni entre los rotores y la carcasa. Esto garantiza un método de funcionamiento absolutamente exento de aceite, ya que las cámaras de los rotores y, por tanto, el medio de transporte permanecen 100 % puros.
Gracias a la modularidad de los equipos y a las flexibles opciones de combinación con diversos accesorios, la gama de aplicaciones puede ampliarse aún más. Por lo tanto, los compresores también pueden utilizarse en sistemas de aire de control, plantas de refrigeración industrial, plantas de evaporación, minería y acerías.
l efecto refrigerante del gas asociado a la inyección de aceite proporciona al VMY una mayor temperatura de admisión en comparación con la compresión sin aceite. Para limpiar el gas de proceso, se integran de serie sistemas separadores de aceite que reducen el contenido residual de aceite hasta >5 ppm(w).
Los equipos compresores de gas de proceso de la serie VMY, al igual que todas las máquinas de desplazamiento de doble eje, se caracterizan por una gran flexibilidad frente a las fluctuaciones del funcionamiento o de las condiciones y volúmenes de trabajo. Están equipadas de serie con un control deslizante para la regulación del caudal volumétrico. Esto permite un ajuste continuo del caudal volumétrico entre el 100 % y el 20 %.
Los equipos son muy adecuados para la manipulación y compresión de gases con pesos moleculares ligeros y composiciones fluctuantes, como gases inertes y combustibles, gases mezclados y de proceso consistentes en aceite, gases naturales o inertes, así como todos los refrigerantes estándar.
Los productos de la serie VMY están disponibles en 15 tamaños con un caudal de aspiración de entre 140 y 23 000 m3/h y un rango de presión de -0,9 a 25 bar (g).
Las robustas máquinas de accionamiento directo, de una o dos etapas, al igual que todos los soplantes, funcionan según el principio Roots y están disponibles en numerosos materiales y sellos especiales.. Ambas series funcionan también según el principio de desplazamiento y pueden adaptarse excepcionalmente bien a los cambios en las condiciones de funcionamiento o de trabajo.
El grado en que los compresores de aire deben funcionar en consonancia con los procesos queda patente en el hecho de que en las centrales nucleares se utilizan soplantes de desplazamiento positivo para comprimir el vapor de agua en los ciclos secundarios.
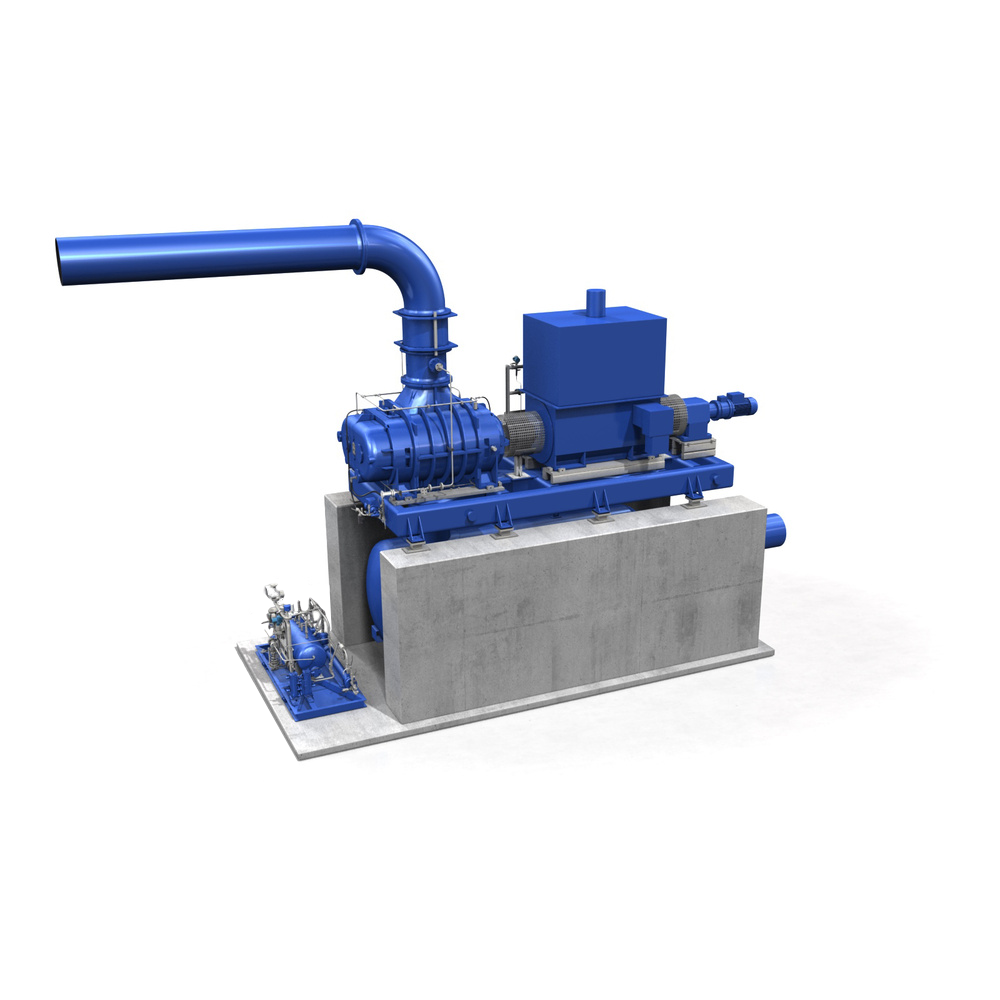
La serie de soplantes para gases de proceso GR transporta y comprime, entre otros, hidrógeno, gas mezclado de metano y monóxido de carbono, vapor de agua y gases tóxicos con temperaturas de entrada de hasta -40 ºC. Su volumen de aspiración oscila entre 100 y 50 000 m3/h. El rango de presión oscila entre -500 mbar y 5 000 mbar. La presión diferencial asciende a un máximo de 1500 mbar. La dirección de flujo de la soplante es vertical.
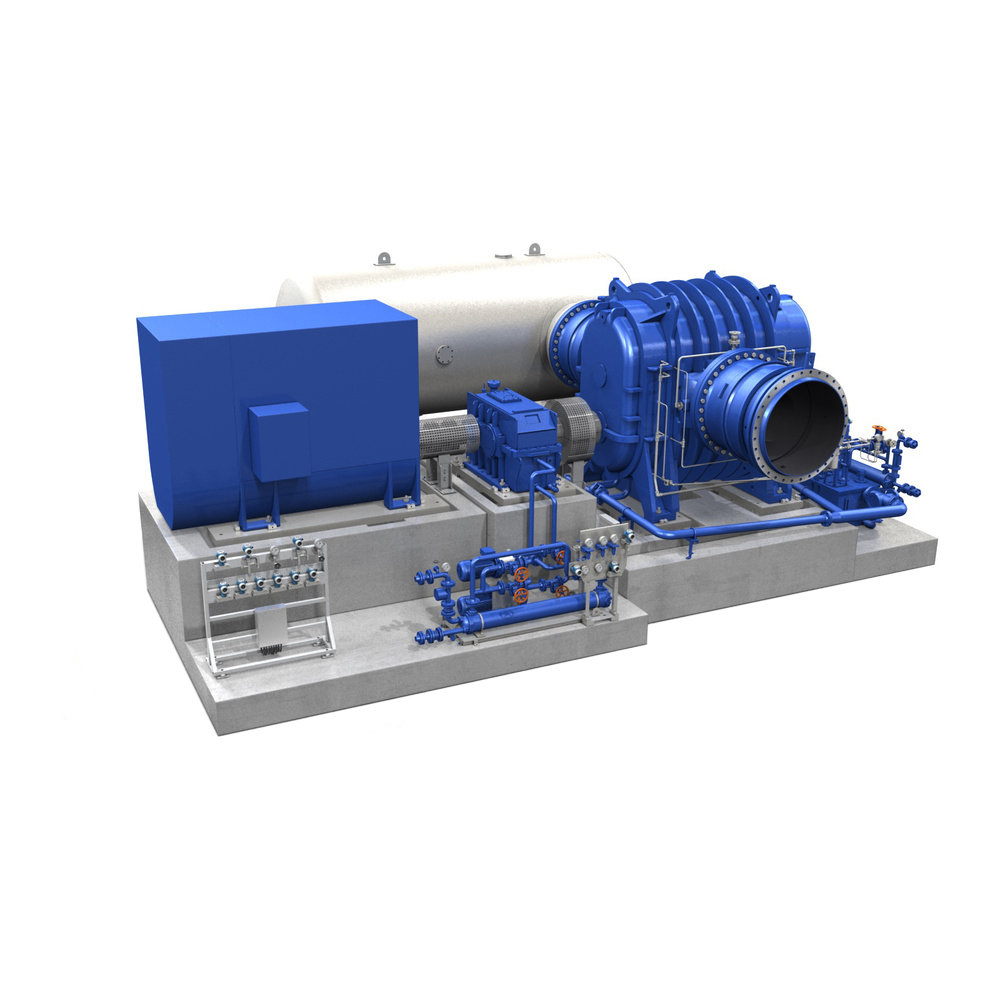
La serie de soplantes para gases de proceso GQ se utiliza principalmente en la industria siderúrgica para el tratamiento de gas de coquería y como soplante de gas de horno. En comparación con el GR, tiene un mayor caudal de admisión. La capacidad oscila entre 15 000 y 100 000 m3/h. Al igual que el soplante GR, el rango de presión se sitúa entre -0,500 mbar y 5000 mbar. Como en todas las soplantes, la presión diferencial máxima se sitúa en 1500 mbar. Aparte del mayor volumen de aspiración, la principal diferencia es la dirección horizontal del caudal. Los medios transportados incluyen aire, gases inertes, tóxicos, combustibles, corrosivos o gases mezclados. Los campos de aplicación típicos son las acerías, donde las soplantes se utilizan para la compresión de gas de proceso, refrigerante y de sellado en procesos DRI (reducción directa del hierro). Se utilizan sobre todo en montajes de varias etapas y, como todos los compresores de gas de proceso AERZEN, son extremadamente resistentes a la contaminación del gas, como el alquitrán y la naftalina, así como a las fluctuaciones del funcionamiento o de las condiciones de trabajo.
Las soplantes de alta presión en serie GM ... DZ son adecuados para aplicaciones en las que se requieren altas presiones diferenciales. Los equipos tienen un rango de presión diferencial de hasta 2000 mbar. Esto es necesario cuando los medios transportados, como el aire o los gases inertes o mezclados, salen de los sistemas de tuberías ya con una presión de entrada elevada.
Las robustas máquinas de accionamiento directo, de una o dos etapas, al igual que todas las soplantes, funcionan según el principio Roots y están disponibles en numerosos materiales especiales y sellos especiales. Según el tamaño, producen un caudal de aspiración de 30 a 6000 m3/h y conservan una sobrepresión de hasta 25 bares. La presión diferencial máxima asciende a 2000 mbar.
Encontrará más información e informes sobre aplicaciones específicas en nuestra página web Industria de gases de proceso y refrigerantes.
