TechnologiebeitragVom atmosphärischen Druck zum Vakuum
Ob in der Nahrungsmittel- oder Pharma-Industrie, in der Chemie- und Verfahrenstechnik, der metallverarbeitenden oder der Autoindustrie: in vielen Industriezweigen erfordern die unterschiedlichsten Fertigungsprozesse Gaszustände mit einem Druck deutlich unter dem Atmosphärendruck. Bis zu einem Druck von -700 mbar (300 mbar abs.) spricht man von Unterdruck. Unterhalb dieser 300 mbar absolut beginnt der Vakuumbereich, aufgeteilt in Grob-, Fein-, Hoch- und Ultrahochvakuum (s. Tabelle).
In Anlagen sind wirtschaftlich Grob-, Fein- und Hochvakuum nur zu erreichen, wenn sogenannte Pumpstände zum Einsatz kommen. Diese Vakuumpumpstände verrichten Ihre Arbeit mindestens zweistufig - hier arbeiten dann Vorpumpen und Drehkolbengebläse zusammen. Die Aerzener Maschinenfabrik GmbH, seit 1868 Hersteller von Drehkolbengebläsen, fertigt seit 1940 auch spezielle Drehkolbengebläse zur Erzeugung von Vakuum. Damit zählt AERZEN nicht nur zu den Pionieren dieser Technik - das Unternehmen ist heute auch ein weltweit führender Hersteller mit einer breiten Palette von Unterdruck- und Vakuum-Gebläsen. Dieser Erfolg basiert auf technischer Kompetenz, hochpräziser Fertigung, ständigen Weiterentwicklungen, erfahrenen Mitarbeitern und einem kontinuierlichen, intensiven Dialog mit dem Kunden. Für die Erzeugung von Unterdruck bis 500 mbar abs. liefert AERZEN Drehkolbengebläse der Baureihe Delta Blower G5. Die neu entwickelten Drehkolbenverdichter der Baureihe Delta Hybrid erzeugen sogar Unterdrücke bis 300 mbar abs. Die Unterdrücke bis 500 mbar abs. bzw. bis 300 mbar abs. werden jeweils schon in einer Stufe erreicht.
Zusammenspiel von Vorpumpe und Vakuum-Drehkolbengebläse
Dagegen können Unterdrücke unterhalb von 300 mbar abs. grundsätzlich nur zweistufig in einem sog. Pumpstand durch den kombinierten Einsatz einer Vorpumpe und eines Vakuum-Drehkolbengebläses erzielt werden. Dadurch wird der vom Betreiber geforderte Volumenstrom, der sog. Betriebspunkt, sicher erreicht. In der ersten Stufe reduziert die Vorpumpe den Druck des in einem Behälter oder einem Raum vorhandenen Mediums auf ein Vorvakuum von z. B. 200 mbar abs. Dann startet als zweite Stufe das Vakuum-Drehkolbengebläse und erzielt durch den weiteren gemeinsamen Betrieb mit der Vorpumpe das geforderte Endvakuum, bzw. den geforderten Volumenstrom. Der spätere Betreiber der Vakuumanlage (z. B. ein Stahlwerk in China) nennt dem Hersteller des Pumpstandes (z. B. ein deutscher Anlagenbauer) alle wesentlichsten Parameter für die geforderte Anlage:
- Die Größe des zu entleerenden Raumes oder Behälters,
- Das benötigte maximale Vakuum (den sog. Betriebspunkt) bzw. den geforderten Volumenstrom und
- Die maximal mögliche Abpumpzeit.
Daraufhin wählt der Hersteller des Pumpstandes gemeinsam mit AERZEN die geeignete Vorpumpe und das geeignete Vakuumgebläse aus.
Intensive Zusammenarbeit
Als mögliche Vorpumpen-Systeme kommen je nach Einsatzfall Wasserringpumpen, ölgeschmierte Drehschieberpumpen oder regelbare Klauenpumpen für neutrale Gase zum Einsatz. Für besonders hochwertige Anwendungen in der chemischen Industrie können für die Evakuierung von Prozessgasen auch teure Schraubenvakuumpumpen erforderlich werden. Als Spezialist mit langjähriger Erfahrung verfügt AERZEN über umfangreiche Leistungsunterlagen aller möglichen Vorpumpen-Systeme, berät den Pumpstand-Hersteller bei der Auswahl des optimalen Vorpumpen-Systems und wählt mit ihm in enger Zusammenarbeit das optimale AERZEN Vakuum-Drehkolbengebläse. Damit die vom Betreiber des Pumpstandes geforderten Parameter erfüllt werden, sind Vorpumpe und die AERZEN Vakuumgebläse energetisch und thermisch optimal aufeinander abgestimmt.
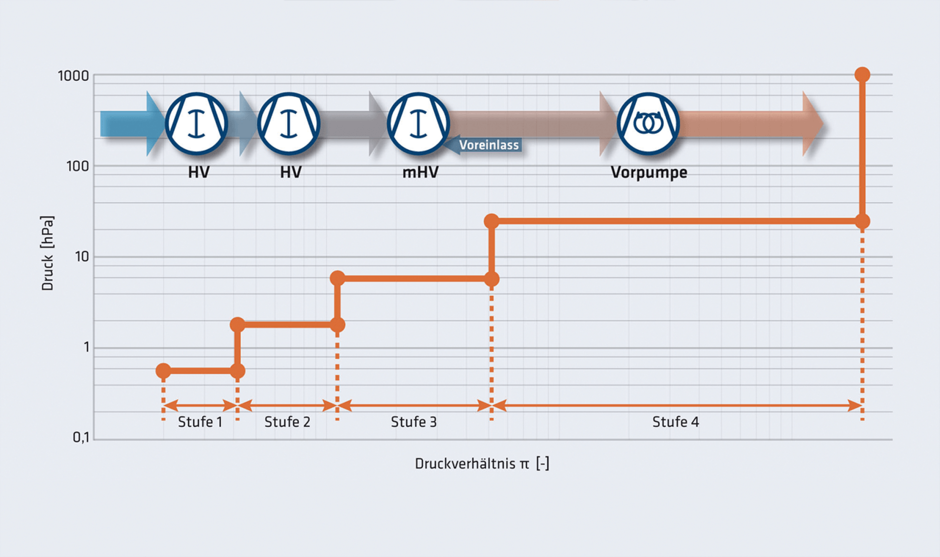
Abbildung 1 zeigt in einer theoretischen Berechnung das Zusammenspiel von Vorpumpe (orange Linie) und einem AERZEN Vakuum-Gebläse aus der Baureihe GMa (grüne Linie) als zweistufige Lösung. Jedoch sind zur Verkürzung der Abpumpzeit auch mehrstufige Lösungen mit einer Vorpumpe und mehreren nacheinander arbeitenden Vakuum-Gebläsen möglich. Auf der x-Achse sind die Druckbereiche von Vorpumpe und Vakuum-Gebläse, auf der y-Achse die Volumenströme dargestellt. In diesem Beispiel beginnt die Vorpumpe zunächst alleine. Bei einem erreichten Vakuum von 200 mbar abs startet das AERZEN Vakuumgebläse. Die grüne Saugvermögenskurve steigt jetzt bis zum Betriebspunkt bei 1 mbar stark an. Im Betriebspunkt beträgt das Saugvermögen der Kombination ca. 1750 m³/h. Die in dieser theoretischen Berechnung zunächst auftretenden zwei thermisch kritischen Druckbereiche lassen sich durch geänderte Parameter im Auslegungsprogramm korrigieren, so dass die für dieses Beispiel ausgewählte Kombination aus Vorpumpe und AERZEN Vakuum-Gebläse den geforderten Betriebspunkt, in diesem Beispiel 1 mbar, sicherstellt und in dieser Kombination erfolgreich betrieben werden kann.
Durch diese Vorgehensweise erfüllen der Pumpstand-Hersteller und AERZEN unter Beachtung der thermischen Grenzen und durch den Einsatz der bestmöglichen Kombination von Vorpumpe und Vakuum-Gebläse die vom Betreiber vorgegebenen Parameter des Pumpstandes. AERZEN bietet…
für den Vakuumbereich von 300 bis 10 mbar
- Vakuumgebläse mit Voreinlasskühlung der Baureihe ... mHV,
für den Vakuumbereich von 200 bis 10-3 mbar (0,001 mbar)
- Vakuumgebläse der Baureihe HV,
für den Vakuumbereich von 200 bis 10-5 mbar (0,00001 mbar)
- Vakuum-Gebläse mit Spaltrohrantrieb (sog. Spaltrohrgebläse) der Baureihen CM und HM.
Die optimale Auswahl der richtigen Kombination aus Vorpumpe und Vakuum-Gebläse garantiert einen kostengünstigen Pumpstand und einen langfristigen und wirtschaftlichen Betrieb mit höchster Energie-Effizienz.
Vakuumgebläse mit Voreinlasskühlung (Vakuumbereich 300 bis 10 mbar)
Vakuum-Gebläse mit Voreinlasskühlung (sog. Voreinlassgebläse) der Baureihe mHV liefert AERZEN in 11 Größen für theoretische Nennansaugvolumenströme von 250 bis 61.000 m³/h. Deren max. zulässige Druckdifferenz ist abhängig von der jeweiligen thermischen Belastung. Voreinlassgebläse werden hauptsächlich im Grobvakuum- und Unterdruck-Bereich als Vorpumpe oder Unterdruckstufe gegen Atmosphäre eingesetzt, um hohe Druckdifferenzen in einer Stufe zu erreichen, und für hohe Kompressionsverhältnisse im Grobvakuumbereich bis p2/p1 = 5. Voreinlassgebläse der Baureihe mHV werden bevorzugt eingesetzt, wenn ein Dauerbetrieb ohne Überhitzungsprobleme erreicht werden soll. Zu diesem Zweck wird über einen dritten Ansaugkanal Atmosphärenluft oder bereits zurückgekühltes Gas ohne zusätzliche Ventile, Regler usw. auf der Druckseite in das Aggregat eingeleitet. Bei Einsatz von gekühltem Gas wird dieses vorher in einem zwischen Vorpumpe und Voreinlassgebläse installierten Gas/Luft- oder Gas/Wasser-Kühler zurückgekühlt. Die Gehäuseflansche der Voreinlassgebläse sind mit O-Ring-Dichtungen ausgestattet, eine Tauchschmierung übernimmt die Versorgung der Vakuum-Gebläse mit Voreinlaßkühlung mit Schmieröl. Der Antrieb erfolgt über einen direkt gekuppelten Motor oder ein Stirnradgetriebe, bei begrenztem Differenzdruck auch über Schmalkeilriemen. Der Förderraum wird durch kombinierte Spritzring-Rechteck-Labyrinth-Dichtungen, die Antriebswelle durch doppelte Radialdichtringe mit Ölüberlagerung abgedichtet.
Vakuumgebläse für den Feinvakuumbereich von 200 bis 10-3 mbar
Die luftgekühlten Gebläse der Baureihe HV für den Vakuum-Bereich von 200 bis 10 m-3bar sind in 12 Baugrößen für theoretische Nennansaugvolumenströme von 180 bis 97.000 m³/h lieferbar (Drehzahlen von 3.000 bis 3.600 min-1). Sie arbeiten in der Bauform GMa mit vertikaler Förderrichtung, die Bauform GLa mit senkrechter Förderrichtung ermöglicht eine besonders kompakte Bauweise. Beide Bauformen werden u.a. in der Beschichtungstechnik, der Chemie- und Verfahrenstechnik, der Metallurgie, der Verpackungsindustrie, in zentralen Vakuum-Anlagen, in der Helium-Verdichtung und in Helium-Lecksuchanlagen, in der Lampen-, Röhren- und Solarfertigung sowie in der Automobilindustrie eingesetzt. Für besondere Anwendungen können in den luftgekühlten, tauchringgeschmierten Gebläsen spezielle Dichtungen und spezielle Werkstoff-Varianten z. B. für Gussteile und Drehkolben eingesetzt werden.
Die Gebläse arbeiten durch ihren standardmäßigen Antrieb mit Motoren der Bauform IE 3 mit höchster Energie-Effizienz und sind in vielen Märkten – u.a. auch in den USA, in Kanada und Russland – einsetzbar. Außerdem sind sie für Frequenzumrichter-Betrieb geeignet. Die Motore sind direkt an die Gebläse angeflanscht. Eine spezielle Spritzring-Rechteckring-Labyrinth-Abdichtung verhindert das Eindringen von Öl aus den Lagerräumen in den Förderraum. Zusätzlich ist ein reichlich dimensionierter neutraler Raum mit Kondensatkanälen eingebaut. Für eine erhöhte Sperrwirkung kann der neutrale Raum mit Sperrgas beaufschlagt werden. Als besonderes Alleinstellungsmerkmal können die Vakuum-Gebläse der Baureihe HV optional auch nach ATEX-Zulassung 94/9/EG gebaut werden. Sie bieten eine Druckstoßfestigkeit bis 13 bar, arbeiten ohne Bypassregelung und sind als einzige Vakuum-Gebläse für die Zone 0 (intern) und extern für die Temperaturklasse T4 zugelassen. Für eine erhöhte Prozesssicherheit ist eine Abschaltung der Überwachungsmöglichkeit unter 50 mbar möglich.
Spaltrohrmotorgebläse für den Hochvakuumbereich von 200 bis 10-5 mbar
Die dauerlauffesten AERZEN Spaltrohrgebläse der Baureihen CM (für aggressive Gase) und HM (für neutrale Gase) ermöglichen besonders kurze Abpumpzeiten und werden in der industriellen Hochvakuumtechnik für einen Vakuumbereich von 200 bis 10-5 mbar eingesetzt. Diese Gebläse arbeiten mit einem hermetischen Antrieb, weil die Antriebswelle durch einen integrierten Spaltrohrmotor ohne Durchführung zur Atmosphäre abgedichtet wird. Durch die nahezu Verdoppelung der Drehzahlen auf 6.000 bis 7.200 U/min bei gleicher Baugröße ergeben sich sehr kurze Abpumpzyklen im Sekundenbereich, was zu einer deutlichen Beschleunigung der Produktionsabläufe beim Betreiber führt. Selbst wenn zur weiteren Steigerung der Leistung zwei Vorpumpen und ein Spaltrohrgebläse in einem Pumpstand integriert werden, zeichnet sich das Gesamtaggregat noch immer durch besonders kompakte Baumaße aus – ein besonderer Vorteil bei Mehrfachanlagen mit einer Vielzahl von Pumpständen. Spaltrohrgebläse von AERZEN sind lieferbar
in der Bauform CM für aggressive Gase
- in 14 Baugrößen für theoretische Nennansaugvolumenströme von 110 bis 15.340 m³/h.
in der Bauform HM für neutrale Gase
- in 9 Baugrößen für theoretische Nennansaugvolumenströme von 406 bis 15.570 m³/h.
Sie werden zur Erzeugung von industriellem Vakuum u. a. in der Chemie- und Verfahrenstechnik, der Folien- und Glasbeschichtung, bei der Evakuierung von Wasserstoff, in Helium-Lecksuchanlagen und überall dort eingesetzt, wo Leckagen unbedingt vermieden werden müssen. Außerdem arbeiten diese Gebläse in der Halbleiterindustrie, der Mikroelektronik, bei der Herstellung von Flachbildschirmen, in der Lasertechnologie und in der Solartechnik. Die Gebläse können in vertikaler oder horizontaler Richtung fördern. Durch die serienmäßige Wasserkühlung sind sie für den Einsatz unter Reinraum-Bedingungen geeignet. Eine hohe mechanische Belastbarkeit (bis 230 mbar) reduziert die Abpumpzeiten. Der Einsatz eines Frequenzumrichters ermöglicht einen hohen Regelbereich (1:5) und dadurch ggfs. den Einsatz kleinerer Gebläsegrößen. Durch unterschiedliche Motorvarianten für Netz-, Zyklus- und Dauerbetrieb lässt sich zudem auch für besondere Anwendungsszenarien immer eine individuelle Lösung finden.
Fazit
Für die optimale Auslegung eines Pumpstandes zur Vakuum-Erzeugung gibt es keine Lösungen ´von der Stange´, weil die Leistungsparameter von Vorpumpe und Vakuum-Drehkolbengebläse optimal auf einander abgestimmt sein müssen. Nur dann erreicht der Pumpstand die vom Betreiber geforderten Parameter und den vorgegebenen Betriebspunkt. Die optimale Lösung kann deshalb nur durch eine intensive Beratung durch AERZEN als Lieferant des benötigten Vakuum-Gebläses zusammen mit dem Hersteller des Pumpstandes erreicht werden, der die Vorpumpe ebenso zukauft wie das Vakuum-Gebläse. Mit umfangreicher Software überprüft AERZEN die vom Pumpstand-Hersteller geplante oder vorgegebene Pumpenkombination aus Vorpumpe und AERZEN Vakuum-Gebläse. „Unsere besondere Aufmerksamkeit gilt dabei der Vermeidung thermisch kritischer Druckbereiche und den energetisch besten Abstufungsverhältnissen. Bei AERZEN gilt „wir beraten den Pumpstand-Hersteller nicht nur bei der Prozess-Vakuumanwendung, sondern auch beim Design der gesamten Pumpstand-Kombination“.
Verfasser: Norbert Barlmeyer, Fachjournalist für die Drucklufttechnik, Bielefeld