
工艺气体技术
可靠的个性化工艺
高度关键工艺压缩气体的公差很小。 工艺气体解决方案必须满足高度特定的要求, 其严格程度不亚于法律和准则。 毕竟,它们必须确保一件事: 可靠、不间断且经济的生产流程。 在任何条件下, 在所有应用领域、所有行业和所有国家都是如此。 AERZEN 为工艺气体行业提供极其广泛(可能是所有制造商中系列最全)的鼓风机和压缩机技术。 这些设备能够在陆上和海上的所有工业关键应用中独立运行,也可安装在机器或集装箱中。
Customised and reliable solutions for process gas applications
AERZEN is your strong partner across countless industries and applications. Discover our broad portfolio of process gas blowers and compressors, tailored concepts, outstanding engineering expertise, and reliable project management. Represented worldwide and offering complete solutions from a single source – supported by our comprehensive service portfolio. Learn more ...


工艺气体风机
GR 系列
- 結構形式
- Positive Displacement Blowers
- 不同的壓力 (Δp)
- 150 to 1,500 (单位:mbar)
- 體積流量
- 90 to 36,000 (单位:m3/h)
- 介質
- 工艺气体
工艺气体风机
GQ 系列
- 結構形式
- Positive Displacement Blowers
- 不同的壓力 (Δp)
- 150 to 1,500 (单位:mbar)
- 體積流量
- 910 to 104,000 (单位:m3/h)
- 介質
- 工艺气体

无油螺杆压缩机
VRA 系列
- 結構形式
- Screw Compressors
- 不同的壓力 (Δp)
- 1,500 to 25,000 (单位:mbar)
- 體積流量
- 380 to 75,000 (单位:m3/h)
- 介質
- 工艺气体, 腐蚀性气体, 空气, 中性气体

喷油螺杆压缩机
VMY 系列
- 結構形式
- Screw Compressors
- 不同的壓力 (Δp)
- 3,000 to 20,000 (单位:mbar)
- 體積流量
- 190 to 23,000 (单位:m3/h)
- 介質
- 工艺气体

低压气体增压器
GMD 系列
- 結構形式
- Positive Displacement Blowers
- 不同的壓力 (Δp)
- 150 to 1,000 (单位:mbar)
- 體積流量
- 30 to 11,000 (单位:m3/h)
- 介質
- 工艺气体

高压气体增压器
GM-HP 系列
- 結構形式
- Positive Displacement Blowers
- 不同的壓力 (Δp)
- 150 to 2,000 (单位:mbar)
- 體積流量
- 50 to 38,000 (单位:m3/h)
- 介質
- 工艺气体
公司为工艺气体和制冷行业提供特殊用途鼓风机和螺杆压缩机的历史也有 60 多年。 从那时起,AERZEN 已发展成为工艺气体和制冷应用领域最具实力的技术解决方案供应商之一。 通过 2017 年底重组的“供应工艺气体”部门,公司正在为国际系统制造领域的进一步发展和有效的项目管理设定方向。 该团队由来自建筑、仪表/控制系统、销售、应用和项目管理领域的资深专家组成。 工艺气体专家主要分布在美国、德国和匈牙利,他们之间有着密切的联系 — 这个跨国专家网络重点研究与工艺气体和制冷行业中正排量鼓风机和螺杆压缩机应用相关的专业知识。 在规划和工程设计方面,团队拥有最新的软件工具,例如 Auto CAD、用于绘制流程图和物料清单的 Engineering Base 以及用于工艺计算的 UNISYM。 3D 可视化和精确的物料清单确保规划的每一个阶段都与客户保持透明一致。
我们因此得以和客户密切合作,为最广泛的应用开发定制解决方案。 我们已在世界各地安装了约 10,000 套设备。
供应工艺气体 — 分析和项目支持
在购买或安装工艺气体设备之前,我们会进行单独咨询。 在这个过程中,我们需要对客户的初始条件进行详细分析,并建立未来工厂的需求档案。 待收集的数据包括需要压缩或输送的气体成分、进气压力和所需的排气压力、输送量、环境条件和可用的冷却水流量 — 所有步骤都在与客户的密切合作下完成。
随后,工艺气体团队会陪伴客户走完项目的每一个阶段,从规划到项目管理再到分项清单、调试、认证和文档编制。 复杂的整机控制系统也是 AERZEN 产品组合的一部分,可与客户现有的系统集成。 通常情况下,冗余连接和流程验证也都包括在内。 根据应用类型和风险分析结果,符合安全完整性级别 (SIL) 的安全控制系统是系统结构的基本组成部分。
通过与 AERZEN 合作,压缩空气和工艺气体处理领域的领先制造商利用他们的独特专有技术为客户带来了至关重要的优势,因为我们的长期经验贯穿于每一个咨询和规划阶段。
工艺气体行业的应用
工艺气体的行业应用领域非常广泛。 所有重要工业部门都需要压缩或处理空气和工艺气体,在关键或要求严苛的领域也是如此。 例子包括化学加工工业、石化工业、炼油厂、能源生产、石油和天然气运输、工业气体生产、陆上和海上制冷工业、氦气冷却和液化、酿酒厂、食品和制药厂或焦化厂。
安全标准和规范
上述行业通常涉及高度关键的工艺,需要采取最大限度的预防措施来确保工艺安全: 化学加工工业或石化工业有时会使用剧毒和/或爆炸性气体: 氢气和甲烷混合气体、冷却剂、乙炔、乙烯、石灰窑气、富气、炉气、苯乙烯、合成气、丁二烯、氯乙烯和硫化氢等气体都需要处理或压缩。 在制药和食品加工领域,除了工艺安全外,重点还包括产品的卫生处理 — 工艺空气的纯度必须达到 100%。
这些工艺对安全、卫生和环境的要求也相应较高。 根据危险区域的分配情况,必须采取基于 IEC 或 EN 标准的防爆措施。 这些要求都有法律依据,例如 ATEX 准则、欧盟压力设备指令 (PED) 和美国国家电气规范 (NEC)。 工程设计、系统构建和文档编制必须严格遵守这些法定准则,而且还必须遵守当地和特定行业的建筑法规。
VR 系列压缩机是一种模块化系统,用于对工艺气体进行干式压缩。 在 AERZEN 的所有工艺气体专用产品中,该系列压缩机的应用范围最广。 它们可以压缩和输送几乎所有工业用气体,例如氨气、氩气、乙烯、乙炔、丁二烯、氯化氢气体、天然气、火炬气体、高炉燃气、沼气、氦气、石灰窑气、炼焦炉气、一氧化碳、所有烃类组合、甲烷、丙烷、丙烯、烟气、原煤气、二氧化硫、氧化氮、氮气、苯乙烯、氯乙烯和氢气等。 工艺气体压缩应用范围的唯一限制来自允许的压力、温度和速度范围或输送介质中的液体含量。
转速范围在每分钟 2,000 至 20,000 转之间,进气量最高可达 120,000 m3/h。 标准机型能够在高达 12 bar 的压力差下完成机械作业。 针对特殊应用领域,我们还可以制造负载极限高达 25 bar 的设备。 在多级组合中,最终压力可达 53 bar,真空度高达 -900 mbar。
凭借高进气量、高压力差和极高的排气压力,该系列压缩机从众多同类产品中脱颖而出。
特殊的设计让 VR 系列工艺气体压缩机成为化工、石化、制药和食品行业的理想之选: 转子室内不存在任何金属接触 — 即两个转子之间以及转子与外壳之间。 这样可确保实现绝对无油的运行方式,因为转子室和输送介质均能保持 100% 的纯净度。
得益于模块化设计和与各种选配件的灵活组合,进一步扩大了其应用范围。 因此,该系列压缩机还可用于控制空气系统、工业制冷设备、蒸发设备、采矿和钢铁工艺流程。
与无油压缩相比,喷油压缩产生的气体冷却效果使得 VMY 具有更高的进气温度。 为清洁工艺气体,标配有油分离器系统,可将残留油含量降至 >5 ppm(w)。
与所有双轴置换式设备一样,VMY 系列工艺气体压缩机的特点是在运行条件或工况以及容积波动时具有高灵活性。 其中一项标准配置是用于控制容积流量的滑动控制器。 它能在 100% 和 20% 之间持续调节容积流量。
该系列产品特别适合处理和压缩分子量小、成分不稳定的气体,例如惰性气体和可燃气体、含油混合气体和工艺气体、天然气或惰性气体以及所有标准冷却剂。
VMY 系列产品共有 15 种规格,进气量介于 140 与 23,000 m³/h 之间,压力范围从 -0.9 到 25 bar (g)。
AERZEN 的无油输送工艺气体鼓风机性能强劲、持久耐用。 通过现有的密封和通风罩连接,可持续注入流体进行气体冷却和/或清洁。 在因不洁净工艺空气或工艺气体会引发污染的应用中,这一优势十分突出。 油和转子室被中和室完全隔开。 该类工艺气体鼓风机可选配多种特殊材料。 这两个系列也均采用置换原理,能够出色地应对不断变化的运行条件或工况。
核电站使用压缩式正排量鼓风机压缩二次循环中的水蒸气,这就证明了空气压缩机的运行必须与工艺流程保持高度一致。
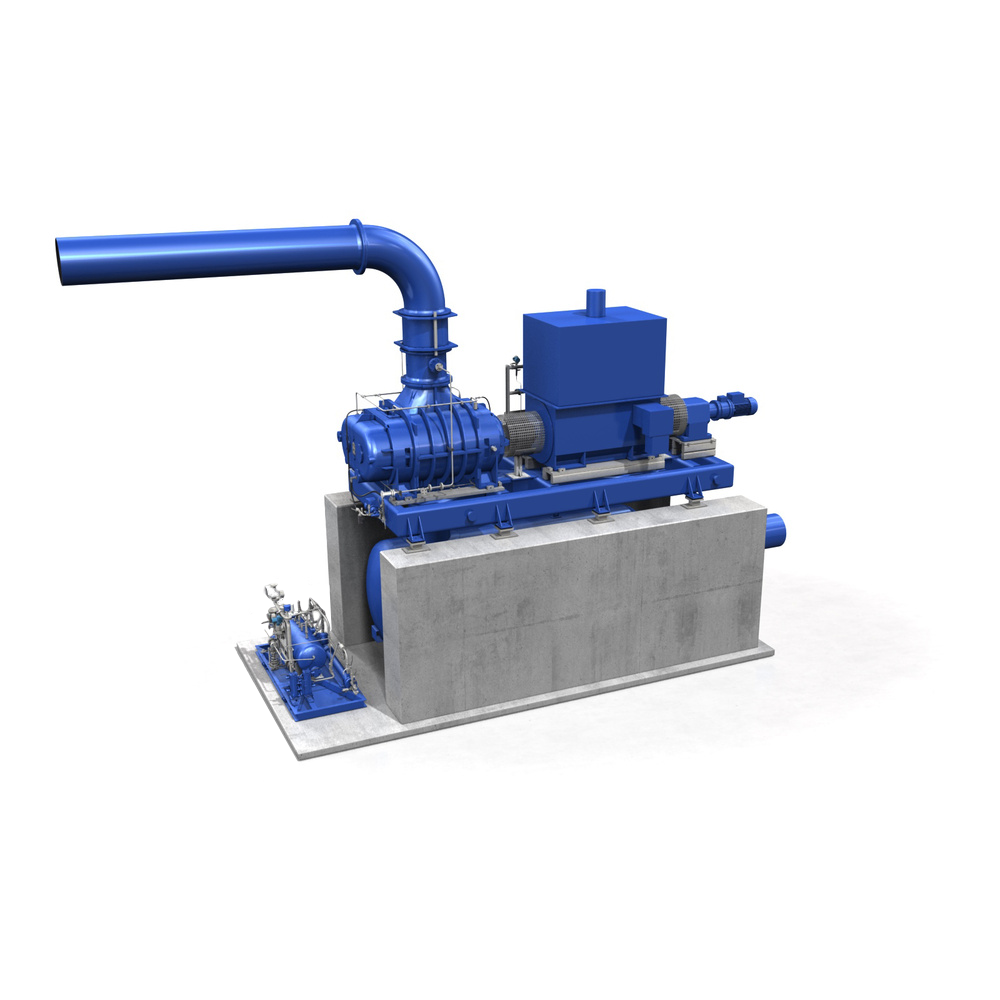
GR 系列工艺气体鼓风机主要用于输送和压缩进气温度不超过 -40°C 的氢气、甲烷和一氧化碳混合气体、水蒸气以及有毒气体。 进气量从 100 到 50,000 m³/h, 压力范围介于 -500 mbar 与 5,000 mbar 之间。 压力差最大可达 1,500 mbar。 鼓风机的气流方向为垂直向。
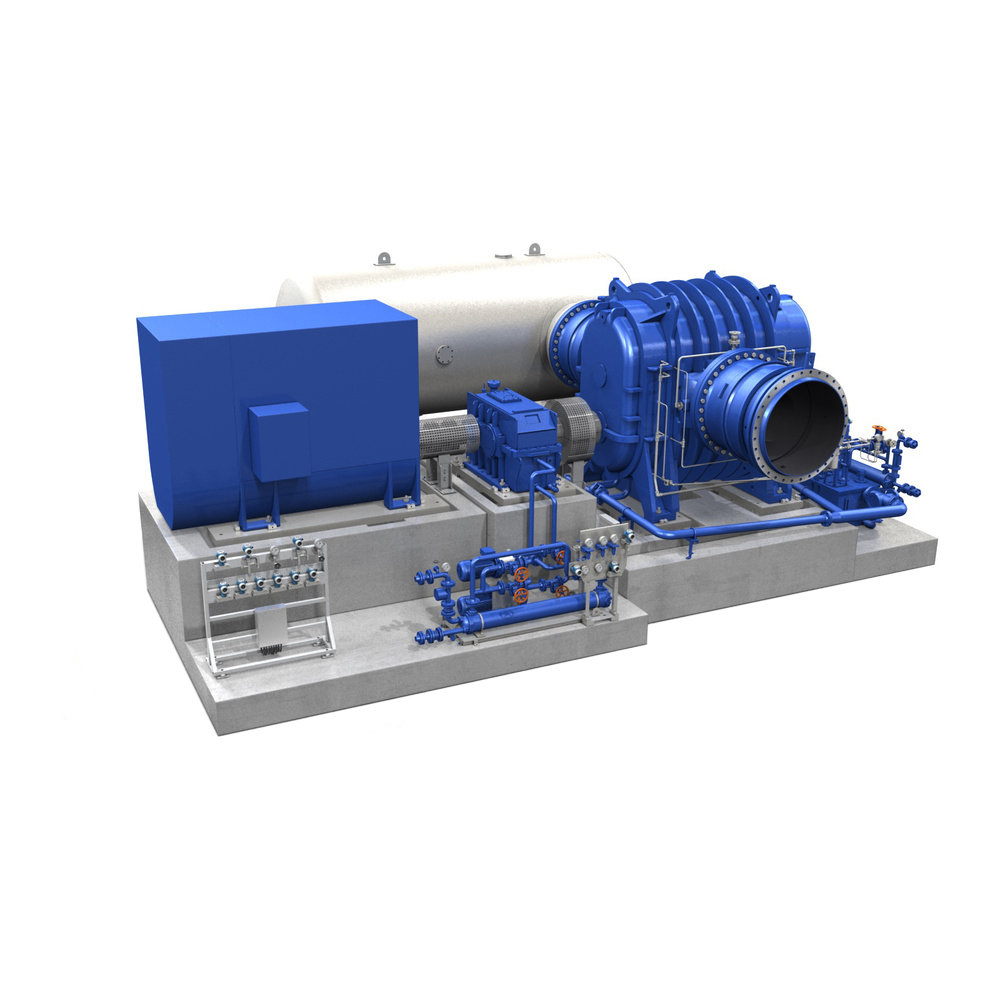
GQ 系列工艺煤气鼓风机主要用于钢铁行业处理焦炉煤气,也可用作高炉煤气鼓风机。 相较于 GR 系列,它的进气量更大, 从 15,000 到 100,000 m³/h。 压力范围与 GR 系列类似,介于 -0.500 mbar 与 5,000 mbar 之间。 和所有鼓风机一样,最大压力差也为 1,500 mbar。 除了进气量更大之外,主要区别在于它的气流方向为水平向。 输送介质包括空气、惰性气体、有毒气体、可燃气体、腐蚀性气体或混合气体。 最典型的应用领域是钢铁厂,其被用于压缩 DRI(直接还原铁)工艺中的工艺气体、冷却剂和密封气体。 与所有 AERZEN 工艺气体压缩机一样,该系列鼓风机最常用于多级装配布置,对焦油和萘等气体污染物以及运行条件或工况的波动具有极强的耐受性。
