Contribution techniqueDe la pression atmosphérique au vide
Que ce soit pour l’industrie agroalimentaire, pharmaceutique ou chimique, pour la technique des procédés, le traitement des métaux ou encore l’industrie automobile : dans de nombreuses branches de l’industrie, des processus de production très diversifiés nécessitent un gaz avec une pression bien en dessous de la pression atmosphérique. Une pression de -700 mbars (300 mbars abs.) est considérée comme une pression négative (dépression). En dessous de 300 mbars de pression absolue, le domaine du vide commence. Il est subdivisé en vide primaire, vide fin, vide poussé et vide ultra élevé (voir tableau).
En technique du vide, nous travaillons avec des pressions absolues en millibar (mbar). L’ajout du mot « absolu » signifie que la valeur se rapporte au vide absolument parfait. Le vide parfait a une pression de 0,0000 mbar absolu. Dans le domaine de la technique du vide, la pression absolue est toujours indiquée de sorte que, en général, l’indice « abs » puisse être supprimé.
Dans les usines, vide primaire, vide fin et vide poussé peuvent être atteints économiquement si des groupes dits de pompage sont utilisés. Ces groupes de pompage fonctionnent avec deux étages minimum (biétagé). Les pompes à vide préliminaire et les surpresseurs à pistons rotatifs fonctionnent ensemble. Aerzener Maschinenfabrik GmbH, fabricant de surpresseurs à pistons rotatifs depuis 1868, fabrique également des surpresseurs à pistons rotatifs spécialement conçus pour la production de vide depuis 1940. Ainsi, AERZEN est un pionnier de cette technologie. Aujourd’hui, l’entreprise est un fabricant leader du marché mondial possédant une vaste gamme de surpresseurs pour application en vide à dépression. Cette réussite est due à la compétence technique, à la fabrication haute précision, aux évolutions permanentes, au personnel expérimenté et au dialogue continu et intense avec les clients. Pour la production d’une dépression allant jusqu’à 500 mbars abs. AERZEN fournit des surpresseurs à pistons rotatifs de la série Delta Blower G5. Les nouveaux compresseurs à vis basse pression de la série Delta Hybrid génèrent même des dépressions jusqu’à 300 mbars abs. Les dépressions jusqu’à 500 mbars abs. ou jusqu’à 300 mbars abs. sont obtenues en une seule étape.
Interaction entre la pompe à vide préliminaire et le surpresseur à pistons rotatifs à vide
Cependant, les dépressions en dessous de 300 mbars abs. ne peuvent être obtenues qu’en deux étapes, par une pompe à vide combinée à un surpresseur à pistons rotatifs à vide. Le débit volumique exigé par l’opérateur, que l’on appelle point de fonctionnement, est donc atteint sans problème. Au cours de la première étape, la pompe à vide réduit la pression du produit disponible dans un réservoir ou une pièce jusqu’à atteindre un vide préalable de 200 mbars abs. par exemple. Ensuite, lors de la deuxième étape, le surpresseur à pistons rotatifs se met en marche et réalise le vide final ou le débit volumique nécessaire, grâce à son fonctionnement continu avec la pompe à vide préliminaire. Le futur opérateur de l’usine de vide (par ex. une aciérie en Chine) indique au fabricant du groupe de pompage (par ex. un fabricant d’usine allemand) tous les paramètres essentiels de l’usine souhaitée :
- Les dimensions de la pièce où le réservoir doit être évacué,
- Le vide maximum nécessaire (ledit point de fonctionnement) ou le débit volumique nécessaire et
- La durée de pompage possible maximale.
Par ailleurs, le fabricant du groupe de pompage sélectionne avec AERZEN la pompe à vide préliminaire adaptée et le surpresseur pour application en vide adapté.
Coopération intensive
Selon l’application, des pompes à vide à anneau liquide, des pompes à valve rotative lubrifiées ou des pompes à bec contrôlables pour les gaz neutres sont utilisées comme groupe de pompes à vide préliminaires. Des pompes à vide à vis peuvent être nécessaires pour les applications de qualité supérieure de l’industrie chimique d’évacuation des gaz de process. En tant que spécialiste doté d’une longue expérience, AERZEN possède de nombreux documents de performance pour tous les systèmes de pompes à vide préliminaires, conseille le fabricant du groupe de pompage pour qu’il choisisse le meilleur système de pompes à vide préliminaires et sélectionne le surpresseur à pistons rotatifs pour application en vide adéquat d’AERZEN en étroite coopération avec lui. Pour respecter les paramètres exigés par l’opérateur du groupe de pompage, la pompe à vide préliminaire et les surpresseurs pour application en vide d’AERZEN sont appariés de façon optimale, sur le plan énergétique et thermique.
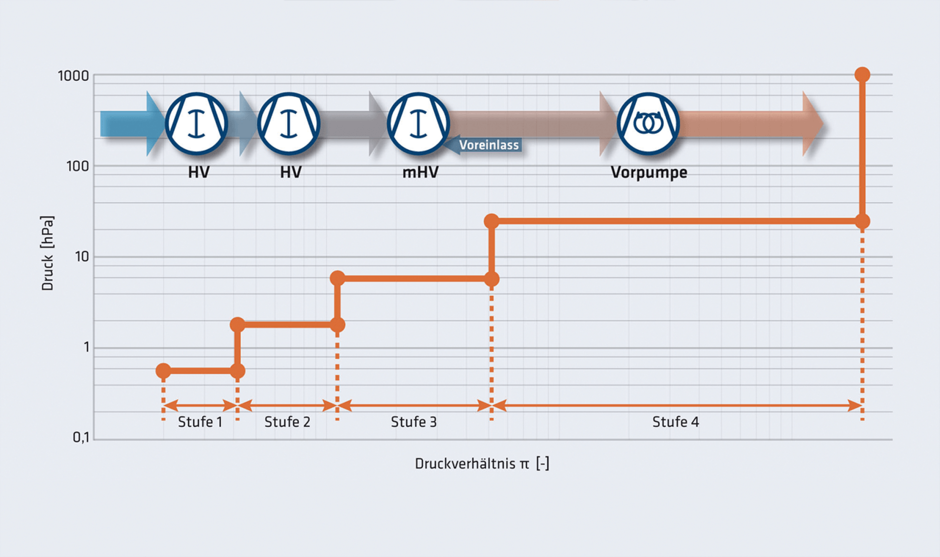
La figure 1 présente dans un calcul théorique l’interaction de la pompe à vide préliminaire (ligne orange) avec le surpresseur pour application en vide d’AERZEN de la série GMa (ligne verte), comme solution en biétagée. Cependant, afin de réduire la durée de pompage, on peut aussi envisager des solutions à plusieurs étages, avec une pompe à vide préliminaire et plusieurs surpresseurs pour application en vide fonctionnant successivement. Sur l’axe des x, la fourchette de pression de la pompe à vide préliminaire et du surpresseur pour application en vide ; sur l’axe des y, les débits volumiques. Dans cet exemple, la pompe à vide préliminaire commence d’abord à travailler seule. Lorsqu’un vide de 200 mbars abs a été atteint, le surpresseur pour application en vide d’AERZEN se met en marche. Jusqu’au point de fonctionnement, à 1 mbar, la courbe verte progresse considérablement. Au point de fonctionnement, le débit volumique de la combinaison est d’environ 1 750 m³/h. Les deux plages de pression thermique critiques apparaissant les premières dans ce calcul théorique peuvent être corrigées en modifiant les paramètres dans le programme de conception, afin que la combinaison de la pompe à vide préliminaire et du surpresseur pour application en vide d’AERZEN sélectionnée pour cet exemple garantisse le point de fonctionnement nécessaire (c’est-à-dire 1 mbar dans ce cas-ci), et puisse être utilisée de la sorte.
Sur la base de cette procédure, en observant les limites thermiques et en utilisant la meilleure combinaison possible de pompe à vide préliminaire et de surpresseur pour application en vide, le fabricant du groupe de pompage et AERZEN respectent les paramètres du groupe de pompage, qui ont été déterminés par l’opérateur. AERZEN propose....
pour la plage de vide de 300 à 10 mbars
- des surpresseurs pour application en vide avec un refroidissement de la préadmission de la série mHV,
pour la plage de vide de 200 à 10-3 mbars (0,001 mbar)
- des surpresseurs pour application en vide de la série HV,
pour la plage de vide de 200 à 10-5 mbars (0,001 mbar)
- des surpresseurs pour application en vide à entraînement à moteur à bride (appelés surpresseurs à moteur à bride) des séries CM et HM.
La sélection optimale d’une bonne combinaison de pompe à vide préliminaire et de surpresseur pour application en vide garantit un pompage rentable et un fonctionnement économique à long terme, de la façon la plus efficace possible en termes d’énergie.
Surpresseurs pour application en vide avec refroidissement de la préadmission (plage de vide de 300 à 10 mbars)
AERZEN fournit des surpresseurs pour application en vide avec refroidissement de la préadmission (appelés surpresseurs à préadmission) de la série mHV en 11 dimensions, pour des débits volumiques aspirés nominaux théoriques de 250 à 61 000 m³/h. Leur pression différentielle admissible maximale dépend de la charge thermique correspondante. Les surpresseurs à préadmission sont surtout utilisés pour le vide primaire et la dépression, soit comme pompe à vide préliminaire, soit à l’étape de dépression face à l’atmosphère, afin d’atteindre des pressions différentielles en une étape, et pour les ratios de compression élevés dans la plage de vide primaire allant jusqu’à p2/p1 = 5. Les surpresseurs à préadmission de la série mHV sont utilisés de préférence pour parvenir à une marche continue sans problèmes de surchauffe. C’est la raison pour laquelle l’air atmosphérique ou le gaz déjà refroidi est envoyé dans le groupe côté refoulement, grâce à un troisième canal de prise, sans ajout de soupape, de régulateurs, etc. Lorsque l’on utilise du gaz refroidi, celui-ci est à nouveau refroidi dans un réfrigérant de gaz/aéroréfrigérant ou un réfrigérant de gaz/eau, installé entre la pompe à vide préliminaire et le surpresseur à préadmission. Les brides du logement des surpresseurs à préadmission sont équipées de joints toriques, et une lubrification par barbotage est prévue pour l’approvisionnement des surpresseurs pour application en vide avec refroidissement, par préadmission et huile lubrifiante. Les surpresseurs fonctionnent grâce à un moteur directement couplé ou à un réducteur à roues droites, dans le cas d’une pression différentielle limitée par une courroie trapézoïdale étroite. La chambre de compression est étanche, grâce à des joints à bagues chasse-gouttes ; l’arbre d'entraînement est étanche grâce à des bagues d'étanchéité radiales avec une barrière huilée.
Surpresseur pour application en vide pour la plage de vide fin allant de 200 à 10-3 mbars
Les surpresseurs refroidis par air de la série HV pour la plage de vide de 200 à 10-3 mbars sont disponibles en 12 dimensions pour les débits volumiques aspirés nominales théoriques de 180 à 97 000 m³/h (vitesses allant de 3 000 à 3 600 tr/min). Dans une construction de type GMa, ils fonctionnent dans le sens vertical du débit alors que dans le type de construction GLa, ils fonctionnent dans le sens horizontal du débit, ce qui rend une conception particulièrement compacte possible. Les deux types de construction sont utilisés, entre autres, dans le processus de revêtement, dans la chimie et ingénierie des procédés, dans les industries de la métallurgie et de l’emballage, dans les centrales à vide, dans la compression de l’hélium et les systèmes de détection des fuites, dans la fabrication des lampes, tubes et équipements solaires, ainsi que dans l’industrie automobile. Pour des applications particulières, des joints spéciaux peuvent être utilisés pour les surpresseurs à lubrification par barbotage refroidis par air et les variantes matérielles spéciales, par ex. pour les pièces moulées et les
pistons rotatifs.
Du fait de leur transmission standard avec un type de construction à moteur IE 3, les surpresseurs sont très efficaces sur le plan énergétique et peuvent être utilisés sur de nombreux marchés, entre autres aux États-Unis, au Canada et en Russie. De plus, ils sont adaptés au fonctionnement du convertisseur de fréquence. Les moteurs sont raccordés directement aux surpresseurs. Un joint à bagues chasse-gouttes évite la pénétration de l’huile depuis les chambres de roulement dans la chambre de compression. Une grande chambre neutre avec des canaux de condensation est également installée. Pour obtenir un meilleur effet de purge, la chambre neutre peut être alimentée par gaz de barrage. Une caractéristique unique des surpresseurs pour application en vide de la série HV est qu’ils peuvent, en option, être fabriqués dans le respect de la norme ATEX 94/9/CE. Ils proposent un coup de bélier allant jusqu’à 13 bars, fonctionnent sans régulation de dérivation et sont les seuls surpresseurs pour application en vide pour la zone 0 (en interne) et pour la catégorie de température T4 (en externe). Pour un meilleur process de sécurité, l’option d’arrêt de la surveillance en dessous de 50 mbars est possible.
Surpresseurs à moteur à bride pour plage de vide poussé allant de 200 à 10-5 mbars
Les surpresseurs à moteur à bride d’AERZEN des séries CM (pour les gaz agressifs) et HM (pour les gaz neutres) sont adaptés à un fonctionnement permanent, permettent des durées de pompage très courtes et sont utilisés en technique du vide élevé industriel pour une plage de vide allant de 200 à 10-5 mbars. Ces surpresseurs fonctionnent avec un entraînement hermétique, car l’arbre d'entraînement est scellé par un moteur à bride intégré, sans conduite à l’atmosphère. En doublant presque la vitesse de 6 000 à 7 200 tr/min tout en conservant les dimensions, on obtient des cycles de pompage très courts qui se mesurent en secondes, ce qui conduit à une accélération importante du processus de production pour l’opérateur. Même si, pour augmenter encore la performance, deux pompes à vide préliminaires et un surpresseur à moteur à bride sont intégrés dans le groupe de pompage, l’unité complète se distingue toujours par une conception particulièrement compacte, ce qui constitue un avantage particulier des systèmes multiples avec plusieurs groupes de pompage. Les surpresseurs à moteur à bride fabriqués par AERZEN sont disponibles
en type de construction CM pour les gaz corrosifs
- en 14 dimensions pour les débits volumiques aspirés nominaux théoriques de 110 à 15 340 m³/h.
en type de construction HM pour les gaz neutres
- en 9 dimensions pour les débits volumiques aspirés nominaux théoriques de 406 à 15 570 m³/h.
Ces systèmes sont mis en place pour la génération de vide industriel, par exemple dans les domaines de la chimie et ingénierie des procédés, du revêtement par feuille et verre, de l’évacuation d’hydrogène, ou des systèmes de détection des fuites d’hélium, ainsi que dans toutes les situations où des fuites doivent absolument être évitées. De plus, ces surpresseurs sont utilisés dans l’industrie des semi-conducteurs, dans la microélectronique, dans la fabrication des écrans plats et dans les technologies laser et solaire. Les surpresseurs peuvent produire dans les deux sens : vertical et horizontal. Du fait du refroidissement à eau standard, ils conviennent à une application dans des conditions de salle blanche. Une excellente résistance mécanique (jusqu’à 230 mbars) réduit les durées de pompage. L’application d’un convertisseur de fréquence rend possible une plage de contrôle élevée (1:5) et, par conséquent, l’utilisation de surpresseurs de dimensions inférieures. Grâce à différentes variantes de moteur pour des opérations en réseau, cycliques et continues, une solution individuelle peut toujours être trouvée, même pour des applications spéciales.
Résumé
Pour une conception optimale du groupe de pompage pour le le fonctionnement à vide, il n’y a pas de solutions toutes faites, car les paramètres de performance de la pompe à vide préliminaire et du surpresseur à pistons rotatifs pour application en vide doivent être appariés de façon optimale. Ce n’est qu’alors que le groupe de pompage va permettre d’obtenir les paramètres exigés par l’opérateur et le point de fonctionnement indiqué. Par conséquent, la solution optimale ne peut être atteinte que grâce à des conseils avisés d’AERZEN, fournisseur du surpresseur pour application en vide nécessaire, et du fabricant du groupe de pompage qui achète la pompe à vide préliminaire et le surpresseur pour application en vide à des fournisseurs externes. Grâce à un logiciel avancé, ARERZEN inspecte la combinaison qui se compose d’une pompe à vide préliminaire et du surpresseur pour application en vide d’AERZEN, prévu ou indiqué par le fabricant du groupe de pompage. « Nous veillons plus particulièrement à éviter les plages de pression thermiques critiques et à proposer les meilleurs ratios de gradation en termes énergétiques. » AERZEN respecte le principe suivant : « nous conseillons le fabricant du groupe de pompage non seulement au sujet de l’application du vide de process, mais aussi au sujet de la conception de l’ensemble du groupe de pompage. »
Auteur : Norbert Barlmeyer, journaliste spécialisé dans la technologie de l’air comprimé, Bielefeld