
Cement and Lime Industry
Blowers and Compressors designed for better Solutions in Cement Applications
Depending on your cement plant’s operations, the specialists at AERZEN can tailor make a package offering you the solutions you need to address any challenges your system might be facing. We understand how crucial cement applications safety is and how challenging it is to maintain. Fortunately, our engineers manufacture our blower systems, screw compressors and screw blowers with the highest possible standards. Doing so enables us to guarantee all our clients a safe and reliable operation that will not be limited, even in the high-demanding nature of cement applications.
Specific Features for Cement Industry
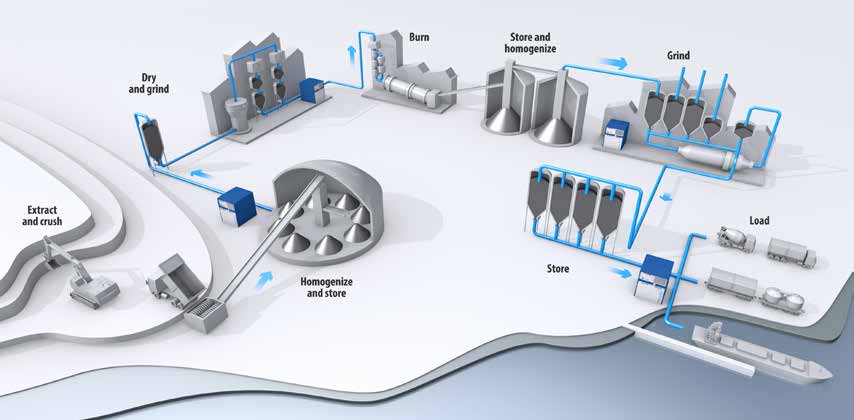
There are two ways to manufacture cement. The dry method is the most common and popular cement manufacturing method. Here, raw materials like chalk, limestone, silica sand, clay, and slate undergo several crushing stages until they are three inches or less in diameter. Next, other ingredients like iron ore are mixed with the crushed rock, and the mixture is put in a cement kiln, which, slightly tilted on an axis, heats them at an extremely high temperature. As the mixture descends from the higher end of the kiln to the lower, the heat burns off certain materials as gases. The elements left behind then meld together, forming a material known as clinker. The clinker exits the kiln, cools, and is ground into an extremely fine powder that you can load onto trucks and transport to concrete suppliers. The wet method is similar to the first, with the only difference being that the limestone and other raw materials are mixed with water before being put in the kiln and the whole process consumes more energy than the dry process.
Information & documents

Product overview

AERZEN - Cement Solutions

Tailormade solutions for the cement industry

Accessories

Screw Blower
Delta Hybrid direct driven
- Type of technology
- Screw Blowers
- Differential pressure (Δp)
- 4,35 to 18,13 psi
- Volume flow
- 58,86 to 2,825,28 CFM
- Medium
- Air

Positive Displacement Blower
Delta Blower Generation 5
- Type of technology
- Positive Displacement Blowers
- Differential pressure (Δp)
- -7,25 to 14,5 psi
- Volume flow
- 17,658 to 8,829, CFM
- Medium
- Air, Neutral Gases

Screw Blower
Delta Hybrid
- Type of technology
- Screw Blowers
- Differential pressure (Δp)
- 4,35 to 21,76 psi
- Volume flow
- 58,86 to 5,297,4 CFM
- Medium
- Air

Turbo Blower
Aerzen Turbo G5plus & G6
- Type of technology
- Turbo Blowers
- Differential pressure (Δp)
- 2,9 to 14,5 psi
- Volume flow
- 211,896 to 5,532,84 CFM
- Medium
- Air

Turbo Blower
Aerzen Turbo Generation 5
- Type of technology
- Turbo Blowers
- Differential pressure (Δp)
- 8,7 to 14,5 psi
- Volume flow
- 1,765,8 to 10,594,8 CFM
- Medium
- Air

Screw Compressor
Delta Screw Generation 5plus with belt drive
- Type of technology
- Screw Compressors
- Differential pressure (Δp)
- -12,33 to 50,76 psi
- Volume flow
- 70,632 to 1,559,79 CFM
- Medium
- Air, Neutral Gases, Landfill and Biogas, Process Gases, Aggressive Gases

Screw Compressor
Delta Screw with direct drive
- Type of technology
- Screw Compressors
- Differential pressure (Δp)
- -12,33 to 50,76 psi
- Volume flow
- 206,01 to 8,829, CFM
- Medium
- Air, Neutral Gases, Aggressive Gases

Positive Displacement Blower Stages
Series GM
- Type of technology
- Positive Displacement Blowers
- Differential pressure (Δp)
- -7,25 to 14,5 psi
- Volume flow
- 17,658 to 38,259 CFM
- Medium
- Air, Neutral Gases

Bulk Vehicle Blowers
- Type of technology
- Positive Displacement Blowers
- Differential pressure (Δp)
- -7,25 to 17,4 psi
- Volume flow
- 882,9 to 1,883,52 CFM
- Medium
- Air
![[Translate to English US:] Vacuum with pre-inlet cooling MHV](/fileadmin/_processed_/a/4/csm_Blower-Vakuum-mit-Voreinlass-MHV_1adaf65b0d.png "[Translate to English US:] AERZEN Vacuum")
Vacuum Blower
with Pre-inlet Cooling
- Type of technology
- Positive Displacement Blowers
- Vacuum
- 1.450377×10^-1 to 4,35 psi
- Volume flow
- 147,15 to 35,904,6 CFM
- Medium
- Air, Neutral Gases, Aggressive Gases
